- Pellet besi (sponge iron) mengandung karbon tinggi dan pengotor lainnya dihasilkan oleh blast furnace
- Pellet besi dimasukan ke Basic Oxygen Furnace (BOF) merupakan tahap pertama refining. Pengotor khususnya fosfor dihilangkan melalui peniupan gas oksigen ke dalam logam cair. Karbon terlarut akan teroksidasi menjadi gas CO (karbon monoksida) dan CO2 dari furnace, di sisi lain pengotor (Si, Mn dan P) teroksidasi akan menjadi slag dengan penambahan fluks CaO
- Logam cair berada di ladle, ladle di arahkan ke tundish. Logam cair dialirkan ke tundish menggunakan nozzle yang dialiri oleh gas Argon agar udara luar tidak masuk dan meminimalkan reoksidasi baja dan timbul inklusi. Manfaat tundish adalah menjaga konstan laju baja cair ke mold dan membentuk dimensi slab
- The Continuous Caster membentuk bentuk-bentuk baja untuk proses selanjutnya.
- Slab dipotong-potong dengan las gas acetylene & oksigen.
- Slab diinspeksi dan permukaan di grinding atau scarfing untuk menghilangkan cacat permukaan.
- Slab dipanaskan kembali ke dalam furnace sebelum proses rol panas
- Slab dimasukan ke alat Hot Rolling Mill untuk diproses pengerolan hingga menjadi pelat pada temperature 2300 F sehingga menghasilkan pelat dengan ketebalan lebih dari 6,0 mm atau 4,6 mm.

jualan

Kamis, 27 Desember 2007
[INFO] tahapan singkat proses pembuatan plat baja mulai dari pellet besi sampai menjadi plat baja.
[INFO] Rupa-rupa tentang besi dan baja
Besi Tuang kelabu
Komposisi besi tuang kelabu berkisar 2,5 – 4% C, 1 – 3% Si dan penambahan Mangan (Mn). Tergantung mikrostruktur yang dinginkan 0,1% Mn untuk besi tuang kelabu ferritik dan 1,2% Mn untuk besi tuang kelabu pearlite. Adanya sulfur (S)b dan fosofor (P) dalam jumlah kecil sebagai pengotor. Kadar karbon yang melebihi tingkat kelarutan di dalam fasa austenitik dapat berbentuk grafit flake.
Baja Karbon
Klasifikasi tipe baja karbon dibagi 3 bagian menurut kadar karbon di dalam baja antara lain :
Baja karbon rendah ( low carbon steel)
Baja karbon rendah mengandung maksimal 0,3% C, maks 1,5% Mn
Baja karbon menengah (medium carbon steel)
Baja karbon menengah mengandung karbon 0,3 – 0,6% dan Mangan 0,6-1,65%
Baja karbon tinggi (High carbon steel)
Baja karbon tinggi mengandung karbon 0,6 – 1,00% dan mangan 0,3 -0,9%
Baja karbon supertinggi (ultrahigh carbon steel)
Baja karbon supertinggi mengandung karbon 1,25 – 2%
Pengaruh unsur-unsur di dalam baja :
Logam baja ditambahkan dengan unsur karbon akan meningkatkan kekerasan dan kekuatan melalui perlakuan pemanasan tapi penambahan karbon dapat memperlebar range nilai kekerasan dan kekuatan bahan.
Mangan ditambahkan ke dalam baja akan memperbaiki sifat hot working dan meningkatkan kekuatan, ketangguhan dan mampu keras.
Si (Silikon)
Silikon digunakan sebagai deoxidizing (killing) agent dalam peleburan baja. Sebagai hasilnya bahwa sebagian besar jenis banyak mengandung konsentrasi rendah silicon. Silikon berkontribusi untuk mengeraskan fasa ferritik di baja.
S (sulfur)
Saat ditambahkan dalam jumlah kecil sulfur dapat memperbaiki mampu mesin tapi tidak menyebabkan hot shortness. Hot shortness merupakan fenomena getas pada kondisi suhu tinggi yang disebabkan oleh sulfur. Kehadiran sulfur dapat mengikat Fe menjadi
P (fosfor)
Unsur fosfor biasanya ditambakan dengan sulfur(S) untuk memperbaiki mampu mesin di baja paduan rendah. Dengan penambahan sedikit unsur fosfor dapat membantu meningkatkan kekuatan dan ketahanan korosi. Kehadiran fosfor di dalam stainless steel auntenitk dapat meningkatkan kekuatan. Penambahan fosfor juga dapat meningkatkan kerentanan terhadap crack saat pengelasan.
Rabu, 26 Desember 2007
[Selingan] Nikmatnya naik kereta di Jepang


Sekedar pengetahuan dan ini merupakan pengalaman pribadi saya yang pertama saat menginjak negeri matahari akhir tahun 2005. Saat saya training sekitar 4 bulan di JICA Training Center kota Osaka. Setiap beraktifitas pasti tidak jauh -jauh bepergian angkutan umum kereta. Jepang merupakan surga bagi angkutan kereta api. Perusahaan kereta api tidak hanya milik BUMN jepang tapi juga milik swasta. Bayangkan saking banyaknya jalur kereta api di kota besar di stasiun (4-10 railways) kita bisa balapan dengan kereta laiinya. Budaya antri juga kental terjadi saat menunggu kereta. Saat kereta belum tiba, calon penumpang antri disetiap pintu-pintu kereta. Bayangkan negera kita, saat kereta tiba,kita berebutan seperti anak kecil.
Kereta ekonomi disana standar punya fasilitas AC dan heater, bandingkan diindonesia,kereta ekonomi seperti mobil bak terbuka,panas,sumpek,bukan hanya penumpang kadang-kadang kambing dan ayam (coba naik jurusan Rangkasbitung-kota). apalagi para pedagang yang bandel-bandel plus pengamen dan pengemis. Di jepang semuanya "sirna".
Kemudian ketepatan waktu juga sangat diperhitungkan, bayangkan aja ya,jika kita punya jadwal berangkat pukul 10.00 pagi, kereta akan datang 9.59 pagi dan berangkat 10.00 tepat. jadi enak banget kalau kita buat apointment dengan rekan di stasiun berikutnya. bandingkan kereta kita, 15 -30 menit terlambat hal yang biasa2 aja...
Saya berkesempatan naik kereta shinkansen dari stasiun Shin Osaka ke Hiroshima dengan waktu tempuh 2 jam kurang. Keretanya seperti ikan paus, saya berkesempatan untuk memegang kereta itu serta merasakan begitu mulus bodinya, bandingkan dengan kereta jabotabek jurusan kota-bogor yang bopeng-bopeng penuh coretan. saat menginjang ke dalam kabin kereta seperti pesawat terbang 737- 300 bener2 berkelas banget. walau kecepatan diatas 250 km/jam , kita tidak akan terguncang-guncang didalammnya mulus seperti naik pesawat terbang. Railways untuk kereta shinkansen selalu menembus bukit-bukit dan bukan mengitari bukit sehingga jarak dan waktu tempuh menjadi pendek, bandingkan lagi dengan naik kereta parahiyangan jurusan jakarta-bandung yang selalu berputar-putar mengelilingi bukit sehingga orang-orang beralih ke mobil.
Ya, begitulah perbandinga singkat antara kereta indonesia dan jepang.
Kereta ekonomi disana standar punya fasilitas AC dan heater, bandingkan diindonesia,kereta ekonomi seperti mobil bak terbuka,panas,sumpek,bukan hanya penumpang kadang-kadang kambing dan ayam (coba naik jurusan Rangkasbitung-kota). apalagi para pedagang yang bandel-bandel plus pengamen dan pengemis. Di jepang semuanya "sirna".
Kemudian ketepatan waktu juga sangat diperhitungkan, bayangkan aja ya,jika kita punya jadwal berangkat pukul 10.00 pagi, kereta akan datang 9.59 pagi dan berangkat 10.00 tepat. jadi enak banget kalau kita buat apointment dengan rekan di stasiun berikutnya. bandingkan kereta kita, 15 -30 menit terlambat hal yang biasa2 aja...
Saya berkesempatan naik kereta shinkansen dari stasiun Shin Osaka ke Hiroshima dengan waktu tempuh 2 jam kurang. Keretanya seperti ikan paus, saya berkesempatan untuk memegang kereta itu serta merasakan begitu mulus bodinya, bandingkan dengan kereta jabotabek jurusan kota-bogor yang bopeng-bopeng penuh coretan. saat menginjang ke dalam kabin kereta seperti pesawat terbang 737- 300 bener2 berkelas banget. walau kecepatan diatas 250 km/jam , kita tidak akan terguncang-guncang didalammnya mulus seperti naik pesawat terbang. Railways untuk kereta shinkansen selalu menembus bukit-bukit dan bukan mengitari bukit sehingga jarak dan waktu tempuh menjadi pendek, bandingkan lagi dengan naik kereta parahiyangan jurusan jakarta-bandung yang selalu berputar-putar mengelilingi bukit sehingga orang-orang beralih ke mobil.
Ya, begitulah perbandinga singkat antara kereta indonesia dan jepang.
[INFO] Tulisan ilmiah tentang metal dusting
(sumber : Gadang Priyotomo, Majalah KOROSI Vol.15 No.2 Oktober 2006, hal 77 - 83)
KEGAGALAN MATERIAL BERBASIS FERROUS AKIBAT PROSES METAL DUSTING
Intisari
Kegagalan material logam di lingkungan karburisasi sangat merugikan industri petrokimia,refining dan pembuatan gas sintesis. Proses metal dusting bertanggung jawab atas kerusakan logam paduan. Umumnya kerusakan terjadi di permukaan logam. Proses pembentukan lubang-lubang dan deposit karbon terjadi di permukaan. Metode pencegahan serangan metal dusting yaitu pembentukan lapisan protektif (Cr2O3, Al2O3 dll) di permukaan logam dan penghindaran temperatur kritis metal dusting antara 6500C -7500C
Abstract
[INFO] Hal-hal terlupakan saat mengerjakan laporan thesis S1/S2
Rekan-rekan pemerhati material logam sekalian khususnya mahasiswa dan mahasiswi, Tanggal 19 Desember 2007, saya membuat janji dengan Dosen pembimbing Thesis S2 saya Prof.DR.Johny Wahyuadi Sudarsono, DEA untuk berbincang-bincang tentang arah penelitian thesis S2 saya di FTUI Depok. Saya dan prof berbincang-bincang hampir satu jam sehingga beliau telah memberikan lampu hijau untuk bisa melaksanakan thesis saya next semester dengan menyetujui proposal riset saya tentang tema Korosi retak tegang material AISI 304 di larutan MgCl2
Rekan-rekan sekalian, satu hal yang sangat penting dalam penelitian khususnya thesis selain metode
Satu lagi rekan-rekan sekalian, Dari perbincangan saya dengan professor kemarin, beliau memberikan saran bahwa saya harus memperbanyak referensi dari penelitian sebelumnya yang berhubungan dengan penelitian thesis saya saat saya menulis laporan penelitian.
Saat saya mengerjakan thesis S1 saya, mungkin ini memang kebiasaan kita ataupun saya sendiri mungkin. Dulu saya lebih suka menerjemahkan semua referensi berbahasa asing di dasar teori ataupun pendahuluan tanpa atau sedikit memberikan sumber –sumber dari mana ( biasanya diberi tanda [ ], [], nama sumber et,al dll) saat membuat laporan thesis. Rekan-rekan itu merupakan perbuatan plagiat atau jiplak ataupun “copy-paste” dan diharamkan untuk dilakukan. Memang tidak ada sanksi hukum namun sanksi moral saja.
Di dalam penelitian, Peneliti mempunyai prinsip dalam riset adalah “ DALAM PENELITIAN, HASIL BOLEH SALAH TAPI TIDAK BOLEH BOHONG/MENIPU”. Triks menipu dalam penelitian khususnya thesis adalah memberikan kebohongan data riset. Misal jika dari data pengujian kita mempunyai trend grafik parabolik ke atas namun di referensi data harus berbentuk grafik linear sehingga kita mencoba-coba untuk mengubah tiap data –data yang ada sehingga mendekati linear. Rekan-rekan itu perbuatan “MELANGGAR NORMA RISET YANG ADA DAN REKAN HARUS MALU”.
Senin, 17 Desember 2007
[INFO]hubungan Paduan Co-Cr-Mo dengan jaringan tubuh manusia
Tulisan review saya dipublikasikan di
Prosiding SEMINAR MATERIAL METALURGI 2005
PENGEMBANGAN MATERIAL KOBALT SEBAGAI MATERIAL PENGGANTI FUNGSI TULANG PADA TUBUH MANUSIA
Abstrak
Material kobalt khususnya paduan Co-Cr-Mo mempunyai sifat biokompatibilitas terhadap tubuh yang tinggi, sifat mekanis yang bagus, tahan keausan dan ketahanan korosi yang baik. Pengaruh perlakuan panas hingga 12600C menyebabkan tertahannya transformasi fasa a menjadi fasa e martensit. Peningkatan holding time juga meningkatkan kadar fasa a (200).
Kekuatan luluh menurun seiring dengan meningkatnya temperatur anil pada material. Pelarutan unsur unsur paduan juga harus diberikan perhatian besar pada jaringan tubuh terutama unsur Molibdenum
Abstract
Cobalt material particularly Co-Cr-Mo alloy have higher biocompability in human body, good mechanical properties, wear resistance and excellent corrosion resistance. The influence of heat treatment up to 12600C of temperature causes the retaining of phase transformation of a to e phase of martensite. The increasing of holding time also enhances a phase concentration.
Yield strength decreases with increasing annealing temperature on material. The dissolving of alloy elements also must be given great attention in body tissue particularly molybdenum.
Kamis, 13 Desember 2007
[INFO] E-journal trial full makalah bulan Desember
Saya dapat informasi dari E-mail, silahkan rekan-rekan bisa akses full maklah trial e-journal untuk bulan Desember 2007 (1 bulan)
ROQUEST (Business, Medical, Psychology, Nursing, Academic Research Library)
Intranet : www.proquest.com/pqdauto (Intranet)
Internet : www.proquest.com/pqdweb (Internet)
Account ID : 3HB77S4P8N
Password : justify
PROQUEST (Literature : Learning)
http://trials.proquest.com/pqte/cust/login.do?userid=356882
Password : jaffa
Semoga terbantu...
ROQUEST (Business, Medical, Psychology, Nursing, Academic Research Library)
Intranet : www.proquest.com/pqdauto (Intranet)
Internet : www.proquest.com/pqdweb (Internet)
Account ID : 3HB77S4P8N
Password : justify
PROQUEST (Literature : Learning)
http://trials.proquest.com/pqte/cust/login.do?userid=356882
Password : jaffa
Semoga terbantu...
Rabu, 12 Desember 2007
[INFO] kandungan umum air laut
Hai-hai para blogger metal, bagi para metal mania khususnya bidang failure material of corrosion akan mewaspadai lingkungan ekstrim air laut (sea water) terhadap logam material.
 Pada gambar di atas diambil dari suatu website tentang seawater memperlihatkan bahwa air laut terdiri dari 3,5% garam. Di dalam 3,5%wt garam terdiri dari :
Pada gambar di atas diambil dari suatu website tentang seawater memperlihatkan bahwa air laut terdiri dari 3,5% garam. Di dalam 3,5%wt garam terdiri dari :
a. Senyawa Klorida 55%wt
b. Senyawa sulfat 7,7%wt
c. Sodium 30,6%wt
d. Calcium 1,2%wt
e. Potassium 1,1%wt
f. Magnesium 3,7 %wt
g. Lain-lain 0,7%wt
Sehingga dapat dipastikan bahwa komposisi air laut umumnya mengandung ion klorida, kita tahu bersama bahwa ion klorida musuh bebuyutan umumnya logam-logam komersial seperti baja karbon, baja stainless dan lain-lain
 Pada gambar di atas diambil dari suatu website tentang seawater memperlihatkan bahwa air laut terdiri dari 3,5% garam. Di dalam 3,5%wt garam terdiri dari :
Pada gambar di atas diambil dari suatu website tentang seawater memperlihatkan bahwa air laut terdiri dari 3,5% garam. Di dalam 3,5%wt garam terdiri dari :a. Senyawa Klorida 55%wt
b. Senyawa sulfat 7,7%wt
c. Sodium 30,6%wt
d. Calcium 1,2%wt
e. Potassium 1,1%wt
f. Magnesium 3,7 %wt
g. Lain-lain 0,7%wt
Sehingga dapat dipastikan bahwa komposisi air laut umumnya mengandung ion klorida, kita tahu bersama bahwa ion klorida musuh bebuyutan umumnya logam-logam komersial seperti baja karbon, baja stainless dan lain-lain
Senin, 10 Desember 2007
[INFO] Download Full Makalah di E-Journal (Trial 2 bulan)
Download Gratis dari E-Journal untuk para mahasiswa, peneliti dan lain-lainnya terhitung mulai 5 Desember 2007
suatu database yang dikelola oleh EBSCO, yang berisi jurnal ilmiah, buku maupun artikel.
Database yang ditawarkan berisi beberapa subject :
1. Science reference center
2. Library Information Science & Technology
3. Environment Complete
4. Econlit
5. Computers
6. Business
7. Academic Preimiers
Silahkan masuk ke halaman web , selanjutnya rekan-rekan dapat memilih salah satu database, lalu isilah kolom dengan subject atau title yang diinginkan.
Database ini menyediakan full text artikel atau abstraknya saja.
Lama trial 2 bulan, mudah-mudahan Bapak dan Ibu dapat memanfaatkannya semaksimal mungkin, mumpung gratis
http://search.ebscohost.com
user id : s3693107
passwordnya : password
Silahkan dipakai dan selamat mencari paper
[INFOI] Artikel Korosi (in English)
D.C. Silverman, Aqueous Corrosion, Corrosion: Fundamentals, Testing, and Protection, Vol 13A, ASM
Handbook, ASM International, 2003, p 190–195
CORROSION is a process created by the interaction (reaction) between a material, often a metal or alloy, and its environment that results in degradation of that material. Corrosion is affected by the properties of both the metal or alloy and the environment. In this brief overview focusing on degradation of metals and alloys in aqueous systems, the environment variables shown as follows are addressed:
· pH (acidity)
· Oxidizing power (electrochemical potential)
· Temperature and heat transfer
· Velocity (fluid movement)
· Solution components and their concentration
One point to bear in mind is that corrosion is a process, not a property. That distinction means that the corrosion resistance of a material depends as much on the environmental components and system dynamics to which the material is exposed as it does to the chemical composition and structure of the material itself. The discussion is not meant to be all-inclusive but to provide an overview of the complex effects that environmental variables can have on corrosion and to emphasize some of the more important relationships among them. Often, particular effects can only be deduced from carefully planned experimental testing designed to duplicate the actual system. The more understanding one has of how environmental variables might affect corrosion, the better the chances that the experiment will simulate the actual conditions. The influence of biological organisms on these environmental variables is also an important consideration.
Thermodynamics provides a theoretical framework within which the effects of several environmental variables might be pictured. In aqueous corrosion, the format often used is the potential-pH diagram, or Pourbaix diagram (Ref 1). The expanded portion of the potential-pH diagram of iron at 25 °C (77 °F) shown in Fig. 1 is considered as an example of how this framework might be used (Ref 2). These diagrams are thermodynamic
and show the most stable state of the metal in an aqueous solution. The dependence of iron corrosion on oxidizing power (electromotive force), acidity (pH), temperature, and species concentration.
1. For example, suppose the corrosion potential lies at -0.5 V standard hydrogen electrode (SHE at a pH of 8. The most stable state of iron is Fe2+, indicating that iron dissolution is possible. If the pH is increased to 10 (the acidity is decreased), the most stable state becomes magnetite (Fe3O4), and most likely, the corrosion rate of iron would greatly decrease, its surface becoming oxidized. If the pH is then decreased to approximately 8.5, the most stable state (Fe2+ or Fe3O4) would depend on the concentration of the dissolved iron species. The concentration of dissolved species could influence the corrosion rate. A change in temperature would alter the
entire diagram, changing both the areas of stability and the components within those areas.
The simple example of Fig. 1 shows the dominating role that environmental variables can play in corrosion. Complex interrelationships can exist. The combined values of the variables pH, potential, concentration, and temperature not only affect corrosion but also affect the action of each variable.
Reference :
1. M. Pourbaix, Atlas of Electrochemical Equilibria in Aqueous Solutions, National Association of
Corrosion Engineers, 1974
2. D.C. Silverman, Presence of Solid Fe(OH)2 in EMF-pH Diagram for Iron, Corrosion, Vol 38 (No. 2),1982, p 453
Minggu, 09 Desember 2007
[INFO]Identifikasi SCC AISI 316 lingkungan klorida
Hasil Penelitian tahun 2007 dikerjakan oleh Gadang Priyotomo dan Iwan Setiawan sedang diedit oleh tim redaksi majalah KOROSI di P2M-LIPI
IDENTIFIKASI AWAL KEGAGALAN KOROSI RETAK TEGANG PIPA AISI 316L AKIBAT KEBERADAAN ION KLORIDA DENGAN MENGGUNAKAN ELECTRON PROBE MICROANALYZER
Intisari
Indentifikasi awal melalui analisa visual pada bukti material dilakukan. Identifikasi melalui makrostruktur dan mikrostruktur dengan menggunakan Electron Probe MicroAnalyzer (EPMA). Analisa kualitatif menghasilkan keberadaan ion klorida (Cl), kalsium(Ca) dan sulfur(S). Lubang-lubang di permukaan pipa berukuran 5-20 mikron mengindikasikan peran ion klorida dapat menurunkan tegangan luluh dan menaikan tingkat konsentrasi tegangan lokal pipa.
Abstract
Pipeline of CO2 gas distribution for the making process of UREA fertilizer occurred suddenly leakage and fracture while operation process still ran at Industry. The preliminary indication for this phenomena is the kind of failure that caused by Stress corrosion cracking. Outside the pipe is given by water jacket that run at temperature of 900C to maintain the temperature condition of pipe.
Preliminary indication by visual analyzing on material evidence was conducted. The identification through macro structure and micro structure by utilizing Electron Probe Micro analyzer (EPMA). Qualitative analysis results the existence of Chloride ion (Cl), Calcium (Ca) and sulfur (S). The number of holes can indicate the major role of chloride ion that reduce yield strength of pipe and increase the level of local stress concentration for pipe.
Rabu, 05 Desember 2007
[INFO] Sekilas bahaya Stress corrosion di AISI 304
Kutipan ini merupakan abstrak dari proposal thesis S2 saya saat ini :
Material logam dalam operasionalnya bereaksi dengan lingkungan sehingga dapat mengalami degradasi kualitas logam. Masalah ini menyebabkan kerugian terhadap faktor keselamatan, pemeliharaan dan biaya produksi di sektor industri. Material baja tahan karat tipe 304 banyak digunakan di industri dikarenakan sifat ketangguhan cukup tinggi dan ketahanan korosi relatif tinggi dibandingkan baja karbon. Baja tahan karat 304 mudah mengalami korosi lokal khususnya di lingkungan mengandung ion klorida. Korosi lokal termasuk korosi retak tegang. Korosi retak tegang merupakan salah satu dari korosi lokal yang sangat berbahaya karena hanya tegangan kecil yang dibutuhkan agar terjadi korosi retak tegang dibawah titik luluh (yield point) disebabkan adanya tegangan sisa. Pengaruh sinergis dari tiga faktor yaitu tegangan luar, metalurgis, dan lingkungan. Tiga faktor ini sangat kompolek dan sulit untuk dipahami dan diselesaikan. Sektor industri yang rentan terhadap serangan korosi retak tegang umumnya industri petrokimia, reaktor pembangkit tenaga nuklir dan sektor transportasi. Lingkungan industri terutama komponen sistem cooling water. .
Penelitian ini bertujuan menyelidiki pengaruh temperatur kerja (25-1400C) dan konsentrasi larutan Magnesium klorida (10,20,30,40,42%) pada material AISI 304 terhadap kerentanan korosi retak tegang, beban konstan 300 MPa. Menginvestigasi adanya logam terlarut di larutan uji saat terjadinya material patah dengan variasi temperatur dan konsentrasi sodium klorida. Menentukan mekanisme retak pada material AISI 304 di larutan magnesium klorida dengan variasi temperatur dan konsentrasi. Metode yang digunakan dalam penelitian adalah sistem beban konstan (constant load).Kondisi operasional menggunakan larutan simulasi sodium klorida dengan variabel utama konsentrasi dan temperatur. Parameter konstan pengujian adalah beban luar dan pH.
Dalam penelitian yang akan dilakukan diharapkan dapat memberikan batasan-batasan aman melalui parameter hasil uji : waktu patah (tf), steady-stade elongation rate (lss) terhadap temperatur dan konsentrasi lingkungan.
Material logam dalam operasionalnya bereaksi dengan lingkungan sehingga dapat mengalami degradasi kualitas logam. Masalah ini menyebabkan kerugian terhadap faktor keselamatan, pemeliharaan dan biaya produksi di sektor industri. Material baja tahan karat tipe 304 banyak digunakan di industri dikarenakan sifat ketangguhan cukup tinggi dan ketahanan korosi relatif tinggi dibandingkan baja karbon. Baja tahan karat 304 mudah mengalami korosi lokal khususnya di lingkungan mengandung ion klorida. Korosi lokal termasuk korosi retak tegang. Korosi retak tegang merupakan salah satu dari korosi lokal yang sangat berbahaya karena hanya tegangan kecil yang dibutuhkan agar terjadi korosi retak tegang dibawah titik luluh (yield point) disebabkan adanya tegangan sisa. Pengaruh sinergis dari tiga faktor yaitu tegangan luar, metalurgis, dan lingkungan. Tiga faktor ini sangat kompolek dan sulit untuk dipahami dan diselesaikan. Sektor industri yang rentan terhadap serangan korosi retak tegang umumnya industri petrokimia, reaktor pembangkit tenaga nuklir dan sektor transportasi. Lingkungan industri terutama komponen sistem cooling water. .
Penelitian ini bertujuan menyelidiki pengaruh temperatur kerja (25-1400C) dan konsentrasi larutan Magnesium klorida (10,20,30,40,42%) pada material AISI 304 terhadap kerentanan korosi retak tegang, beban konstan 300 MPa. Menginvestigasi adanya logam terlarut di larutan uji saat terjadinya material patah dengan variasi temperatur dan konsentrasi sodium klorida. Menentukan mekanisme retak pada material AISI 304 di larutan magnesium klorida dengan variasi temperatur dan konsentrasi. Metode yang digunakan dalam penelitian adalah sistem beban konstan (constant load).Kondisi operasional menggunakan larutan simulasi sodium klorida dengan variabel utama konsentrasi dan temperatur. Parameter konstan pengujian adalah beban luar dan pH.
Dalam penelitian yang akan dilakukan diharapkan dapat memberikan batasan-batasan aman melalui parameter hasil uji : waktu patah (tf), steady-stade elongation rate (lss) terhadap temperatur dan konsentrasi lingkungan.
Minggu, 02 Desember 2007
[INFO] mengenal singkat apa itu stainless steel !!
Baja stainless
Baja stainless merupakan baja paduan yang mengandung minimal 10,5% Cr. Sedikit baja stainless mengandung lebih dari 30% Cr atau kurang dari 50% Fe. Karakteristik khusus baja stainless adalah pembentukan lapisan film kromium oksida (Cr2O3). Lapisan ini berkarakter kuat,tidak mudah pecah dan tidak terlihat secara kasat mata. Lapisan kromium oksida dapat membentuk kembali jika lapisan rusak dengan kehadiran oksigen. Pemilihan baja stainless didasarkan dengan sifat-sifat materialnya antara lain ketahanan korosi, fabrikasi, mekanik, dan biaya produk. Penambahan unsur-unsur tertentu kedalam baja stainless dilakukan dengan tujuan sebagai berikut :
1. Penambahan Molibdenum (Mo) bertujuan untuk memperbaiki ketahanan korosi pitting dan korosi celah
2. Unsur karbon rendah dan penambahan unsur penstabil karbida (titanium atau niobium) bertujuan menekan korosi batas butir pada material yang mengalami proses sensitasi.
3. Penambahan kromium (Cr) bertujuan meningkatkan ketahanan korosi dengan membentuk lapisan oksida (Cr2O3) dan ketahanan terhadap oksidasi temperatur tinggi.
4. Penambahan nikel (Ni) bertujuan untuk meningkatkan ketahanan korosi dalam media pengkorosi netral atau lemah. Nikel juga meningkatkan keuletan dan mampu bentuk logam. Penambahan nikel meningkatkan ketahanan korosi tegangan.
5. Penambahan unsur molybdenum (Mo) untuk meningkatkan ketahanan korosi pitting di lingkungan klorida.
6. Unsur aluminium (Al) meningkatkan pembentukan lapisan oksida pada temperature tinggi.
Umumnya berdasarkan paduan unsur kimia dan presentasibaja stainless dibagi menjadi
Baja stainless martensitik.
Baja ini merupakan paduan kromium dan karbon yang memiliki struktur martensit body-centered cubic (bcc) terdistorsi saat kondisi bahan dikeraskan. Baja ini merupakan ferromagnetic, bersifat dapat dikeraskan dan umumnya tahan korosi di lingkungan kurang korosif. Kandungan kromium umumnya berkisar antara 10,5 – 18%, dan karbon melebihi 1,2%. Kandungan kromium dan karbon dijaga agar mendaptkan struktur martensit saat proses pengerasan. Karbida berlebih meningkatkan ketahanan aus. Unsur niobium, silicon,tungsten dan vanadium ditambah untuk memperbaiki proses temper setelah proses pengerasan. Sedikit kandungan nikel meningkatkan ketahan korosi dan ketangguhan.
Baja stainless Ferritik
Baja jenis ini mempunyai struktur body centered cubic (bcc). Unsur kromium ditambahkan ke paduan sebagai penstabil ferrit. Kandungan kromium umumnya kisaran 10,5 – 30%. Beberapa tipe baja mengandung unsur molybdenum, silicon, aluminium, titanium dan niobium. Unsur sulfur ditambahkan untuk memperbaiki sifat mesin. Paduan ini merupakan ferromagnetic dan mempunyai sifat ulet dan mampu bentuk baik namun kekuatan di lingkungan suhu tinggi lebih rendah dibandingkan baja stainless austenitic. Kandungan karbon rendah pada baja ferritik tidak dapat dikeraskan dengan perlakuan panas.
Tingkat kekerasan beberapa tipe baja stainless ferritik dapat ditingkatkan dengan cara celup cepat. Metode celup cepat merupakan proses pencelupan banda kerja secara cepat dari keadaan temperature tinggi ke temperature ruang. Sifat mampu las, keuletan, ketahanan korosi dapat ditingktakan dengan mengatur kandungan tertentu unsur karbon dan nitrogen.
Baja Stainless austenitik
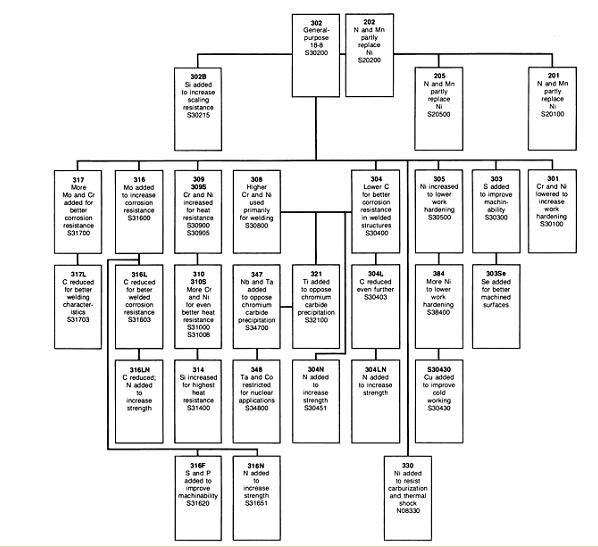
Baja Stainless austenititk merupakan paduan logam besi-krom-nikel yang mengandung 16-20% kromium, 7-22%wt nikel, dan nitrogen. Logam paduan ini merupakan paduan berbasis ferrous dan struktur kristal face centered cubic (fcc). Struktur kristal akan tetap berfasa austenit bila unsur nikel dalampaduan diganti mangan (Mn) karena kedua unsur merupakan penstabil fasa austenit. Fasa austenitic tidak akan berubah saat perlakuan panas anil kemudian didinginkan pada temperatur ruang. Baja stainless austenitik tidak dapat dikeraskan melalui perlakuan celup cepat (quenching). Umumnya jenis baja ini dapat tetap menjaga sifat asutenitik pada temperature ruang, lebih bersifat ulet dan memiliki ketahanan korosi lebih baik dibandingkan baja stainless ferritik dan martensit. Setiap jenis baja stainless austenitic memiliki karakteristik khusus tergantung dari penambahan unsur pemadunya terlihat pada Gambar 1.
 Baja stainless austenitic hanya bisa dikeraskan melalui pengerjaan dingin. Material ini mempunyai kekuatan tinggi di lingkungan suhu tinggi dan bersifat cryogenic. Tipe 2xx mengandung nitrogen, mangan 4-15,5%wt, dan kandungan 7%wt nikel. Tipe 3xx mengandung unsur nikel tinggi dan maksimal kandungan mangan 2%wt. Unsur molybdenum, tembaga, silicon, aluminium,titanium dan niobium ditambah dengan karakter material tertentu seperti ketahanan korosi sumuran atau oksidasi. Sulfur ditambah pada tipe tertentu untuk memperbaiki sifat mampu mesin.
Baja stainless austenitic hanya bisa dikeraskan melalui pengerjaan dingin. Material ini mempunyai kekuatan tinggi di lingkungan suhu tinggi dan bersifat cryogenic. Tipe 2xx mengandung nitrogen, mangan 4-15,5%wt, dan kandungan 7%wt nikel. Tipe 3xx mengandung unsur nikel tinggi dan maksimal kandungan mangan 2%wt. Unsur molybdenum, tembaga, silicon, aluminium,titanium dan niobium ditambah dengan karakter material tertentu seperti ketahanan korosi sumuran atau oksidasi. Sulfur ditambah pada tipe tertentu untuk memperbaiki sifat mampu mesin.
Salah satu jenis baja stainless austenitic adalah AISI 304. Baja austenitic ini mempunyai struktur kubus satuan bidang (face center cubic) dan merupakan baja dengan ketahanan korosi tinggi. Komposisi unsur – unsur pemadu yang terkandung dalam AISI 304 akan menentukan sifat mekanik dan ketahanan korosi. Baja AISI 304 mempunyai kadar karbon sangat rendah 0,08%wt. Kadar kromium berkisar 18-20%wt dan nikel 8-10,5%wt yang terlihat pada Tabel 1. Kadar kromium cukup tinggi membentuk lapisan Cr2O3 yang protektif untuk meningkatkan ketahanan korosi. Komposisi karbon rendah untuk meminimalisai sensitasi akibat proses pengelasan.
Tabel 1. Komposisi kimia baja AISI 304[4]
| Unsur | %wt |
| C | 0,08 |
| Mn | 2 |
| P | 0,45 |
| S | 0,03 |
| Si | 0,75 |
| Cr | 18-20 |
| Ni | 8-10,5 |
| Mo | 0 |
| Ni | 0,10 |
| Cu | 0 |
| Fe | Balance |
Komposisi kandungan unsure dalam baja AISI 304 tersebut diperoleh sifat mekanik material yang ditunjukan pada Tabel 2.
Tabel 2. Sifat mekanik AISI 304 [4]
| Poison | Tensile | Yield | Elong | Hard | Mod | Density |
| 0,27-0,30 | 515 | 205 | 40 | 88 | 193 | 8 |
Keterangan :
Poison : Rasio Poison
Tensile : Tensile strength (MPa)
Yield : Yield Strength (MPa)
Elong : elongation %
Hard : Kekerasan (HVN)
Mod : Modulus elastisitas (GPa)
Density : berat jenis (Kg/m3)
Tabel 3. Sifat fisik dan listrik AISI 304 pada kondisi annealed[4]
| Thermal ekspansi (10-6/ºC) | Thermal konduktivitas (W/m-K) | Spesific heat (J/kg-K) | Resistivitas (10-9W-m) |
| 17,2 | 16,2 | 500 | 720 |
Baja stainless dupleks
Jenis baja ini merupakan paduan campuran struktur ferrite (bcc) dan austenit. Umumnya paduan-paduan didesain mengandung kadar seimbang tiap fasa saat kondisi anil. Paduan utama material adalah kromium dan nikel, tapi nitrogen, molybdenum,tembaga,silicon dan tungsten ditambah untuk menstabilkan struktur dan memperbaiki sifat tahan korosi. Ketahanan korosi baja stainless dupleks hampir sama dengan baja stainless austenitik. Kelebihan baja stainless dupleks yaitu nilai tegangan tarik dan luluh tinggi dan ketahanan korosi retak tegang lebih baik dari pada baja stainless austenitik. Ketangguhan baja stainless dupleks antara baja austenitic dan ferritik.
Baja stainless pengerasan endapan
Jenis baja ini merupakan paduan unsure utama kromium-nikel yang mengandung unsur precipitation-hardening antara lain tembaga, aluminium, atau titanium. Baja ini berstruktur austenitic atau martensitik dalam kondisi anil. Kondisi baja berfasa austenitic dalam keadaan anil dapat diubah menjadi fasa martensit melalui perlakuan panas. Kekuatan material melalui pengerasan endapan pada struktur martensit.
Kamis, 15 November 2007
[Sekilas] Mengenal tentang besi tuang
MENGENAL TENTANG BESI TUANG (CAST IRON)
Secara umum Besi Tuang (Cast Iron) adalah Besi yang mempunyai Carbon content 2.5% - 4%. Oleh karena itu Besi Tuang yang kandungan karbonnya 2.5% - 4% akan mempunyai sifat MAMPU LASNYA (WELDABILITY) rendah. Karbon dalam Besi Tuang dapat berupa sementit (Fe3C) atau biasa disebut dengan Karbon Bebas (grafit). Perlu di ketahui juga kandungan FOSFOR dan SULPHUR dari material ini sangat tinggi dibandingkan Baja.
Ada beberapa jenis Besi Tuang (Cast Iron) yaitu :
- BESI TUANG PUTIH (WHITE CAST IRON).Dimana Besi Tuang ini seluruh karbonnya berupa Sementit sehingga mempunyai sifat sangat keras dan getas. Mikrostrukturnya terdiri dari Karbida yang menyebabkan berwarna Putih.
- BESI TUANG MAMPU TEMPA (MALLEABLE CAST IRON).Besi Tuang jenis ini dibuat dari Besi Tuang Putih dengan melakukan heat treatment kembali yang tujuannya menguraikan seluruh gumpalan graphit (Fe3C) akan terurai menjadi matriks Ferrite, Pearlite dan Martensite. Mempunyai sifat yang mirip dengab Baja.
- BESI TUANG KELABU (GREY CAST IRON).Jenis Besi Tuang ini sering dijumpai (sekitar 70% besi tuang berwarna abu-abu). Mempunyai graphite yang berbentuk FLAKE. Sifat dari Besi Tuang ini kekuatan tariknya tidak begitu tinggi dan keuletannya rendah sekali (Nil Ductility).
- BESI TUANG NODULAR (NODULAR CAST IRON)NODULAR CAST IRON adalah perpaduan BESI TUANG KELABU. Ciri Besi tuang ini bentuk graphite FLAKE dimana ujung - ujung FLAKE berbentuk TAKIK-AN yang mempunyai pengaruh terhadap KETANGGUHAN, KEULETAN & KEKUATAN oleh karena untuk menjadi LEBIH BAIK, maka graphite tersebut berbentuk BOLA (SPHEROID) dengan menambahkan sedikit INOCULATING AGENT, seperti Magnesium atau calcium silicide. Karena Besi Tuang mempunyai KEULETAN yang TINGGI maka besi tuang ini di kategorikan DUCTILE CAST IRON.
FAKTOR-FAKTOR APA YANG MEMPENGARUHI SIFAT MAMPU LAS (WELDABILITY) PADA MATERIAL INI ???
- Ketegangan saat pendinginan.Secara teori pengelasan (welding) material las (logam las / weld metal) akan berkontraksi selama pendinginan. Karena kerapuhan dari besi tuang inilah kontraksi cast iron mempunyai kemampuan yang lebih rendah dibandingkan Baja.
- Bentuk yang tidak beraturan.Umumnya Besi Tuang ini dibuat dalam bentuk yang tidak berarturan atau boleh saya bilang artistik. Dengan adanya bentuk yang rumit besi tuang tersebut sedikit banyak mempunyai ketebalan yang tidak seragam hal ini akan mempengaruhi kontraksi tegangan yang terjadi pada material tersebut dan mudah terjadi retak dan perlu diingat juga yang melatarbelakangi ini adalah sifatnya yang mempunyai daya lentur yang sangat rendah.
- HAZ yang keras.HAZ pada Besi Tuang yang berdekatan dengan Weld Metal akan mempunyai sifat yang KERAS. Pengerasan ini diakibatkan oleh adanya bagian HAZ yang tidak ikut mencair.
- Pengikatan Karbon dari Base Metal.Akibat Pengelasan Besi tuang yang tercampur dengan Base Metal akan menyebabkan terjadinya pengikatan KARBON pada WELD METAL sehingga menyebabkan peningkatan kandungan SULFUR dan PHOSPOR dalam WELD METAL tersebut.
- Penyerapan Minyak pada Besi Tuang.Karena bentuk kareketeristik material ini rata-rata berpori maka kemungkinan terjadinya peresapan minyak dalam graphite yang menyebabkan porositas pada logam las. Biasanya sering dialami oleh temen praktisi welding, repair pada saat maintenance.
Mengapa Cast Iron jika di Las Sering terjadi retak? Sebelum kita bahas hanya keretakan pada Cast Iron, ada baiknya jika kita mengerti terlebih dahulu apa yang disebut Crack pada logam, apa yang menyebabkan crack pada logam, apa pengaruh Chemical Composition terhadap mudah tidaknya suatu logam retak, Apa itu diagram CCT dan CCCT, dll. Sehingga kita tidak salah dalam mengambil kesimpulan dalam memahami terjadinya crack pada pengelasan Cast Iron…..
Keretakan pada proses pengelasan Cast Iron, ada beberapa faktor yang saling dukung mendukung sehingga memudahkan terjadinya Crack.
Faktor utamanya adalah :
- Chemical Composition : %C = Carbon terlalu tinggi. Unsur C yang tinggi memang akan menurunkan Titik Lebur baja (Mesti dibahas juga Diagram Fe-Fe3C) sehingga antara proses peleburan dan penuangan di cetakan lebih mudah. Tetapi karena sifatnya yang lunak akan menjadi sumber keretakan di paduan Besi Cor, apalagi yang C nya berbentuk Flake (Besi cor mempunyai Carbon bebas, mungkin seperti radikal bebas di tubuh kita). %P= Posphor dan %S= Sulphur Tinggi. Dalam paduan Fe, kadar P dan S tidak boleh lebih besar dari keteentuan. Karena lebih dari itu akan menyebabkan sumber keretakan (kalau di proses rolling pembuatan besi beton bisa pecah) . Lantas mengapa unsur P dan S ini tidak diturunkan saja? Dalam proses pengecoran, unsur P dan S sangat diperlukan untuk meningkatkan mampu alir dari cairan besi….
- Faktor-faktor lain seperti bentuk yang kompleks dan lain tidak banyak berpengaruh, karena kebanyakan pada proses pengelasan Cast Iron, keretakan terjadi pada daerah HAZ.
- Bagaimana pengaruh Olie dll ? Pengotor seperti ini lebih banyak berpengaruh terhadap terjadinya Porosity pada weld metal.
Lantas bagaimana untuk menghindari terjadinya keretakan pada pada proses pengelasan Cast Iron?
- Gunakan kawat las Nickel.
- Kontrol heat input dan Cooling rate…
- Sebelum mengelas harus dibersihkan terlebih dulu dari misalnya Olie, Cat dlll.
Pada umumnya Besi Tuang (Cast Iron) mempunyai bentuk yang rumit suatu contoh (PIPE FITTING, SPROKECT, PUMP, CRANK SHAFT MESIN MOBIL dan beberapa peralatan yang terdapat pada Pabrik GULA) bukan dalam bentuk MILD seperti STEEL yang sering kita temui dipasaran.
BAGAIMANA KORELASINYA.
Dengan adanya bentuk yang rumit besi tuang tersebut sedikit banyak mempunyai ketebalan yang tidak seragam hal ini akan mempengaruhi konstraksi tegangan yang terjadi pada material tersebut dan mudah terjadi retak.
Untuk menghindari timbulnya keretakan pada sebuah besi tuang karena ketegangan akibat konstraksi tegangan selama pengelasan sering dilakukan dengan memperluas bidang yang dipanasi dengan PREHEATING untuk menyeimbangkan KONTRAKSI TEGANGAN dalam hal ini ada metode yang dilakukan dalam preheating :
- PREHEATING SETEMPAT.Tujuannya untuk menghambat tingkat pendinginan sambungan las.
- PREHEATING KESELURUHAN.Mempunyai fungsi untuk melepaskan tegangan internal yang tersembunyi dan untuk memperlambat pendinginan pengelasan. Hal ini cocok untuk material yang mempunyai bentuk rumit Seperti RODA GIGI, SPROKET dsb.
MENGAPA KAWAT LAS BESI TUANG BERBASIS PADA UNSUR NICKEL (Ni) ??
Nickel adalah suatu logam berwarna Putih perak, Mempunyai Berat Jenis 8.5 yang hampir sama dengan Tembaga.
Nickel dijadikan sebagai bagian dari bahan Kawat Las Cast Iron karena Nickel mempunyai karakteristik LOW SOLUBILITY pada Carbon. Dengan menyatunya NICKEL & BESI dapat menghindari terjadinya CRACK (RETAK) PADA DAERAH FUSION LINE akibat adanya perbedaan EXPANSION temperature pengelasan pada material Cast Iron. Selain itu logam las ini mempunyai karakteristik yang lentur dan mudah untuk dimachining.
Perlu diketahui juga TIDAK SELAMANYA kawat las cast iron berbasiskan pada NICKEL tetapi ada juga kawat las yang berbasiskan TEMBAGA (Copper).
Sumber : http://cepiar.wordpress.com/2007/11/13/apakah-besi-tuang-cast-iron-itu/
[sekilas]Teknik Penguatan logam
[SEKILAS] TEKNIK PENGUATAN LOGAM
Teknik penguatan logam ada lima jenis yaitu :
- Penguatan karena proses pemaduan (Solid Solution Hardening)
- Penguatan daribatas kristal (penguatan melalui penghalusan butir)
- Penguatan melalui efek pengerjaan dingin (strain hardening)
- Pengutan dengan pembentukan partikel halus dalam kristal logam (precipitation hardening)
- Teknik penguatan lain (other strengthening methods
- Strain aging
- Texture Hardening
Rabu, 14 November 2007
[Sekilas]APAKAH MAKNA DARI KOROSI SECARA UMUM
APAKAH MAKNA DARI KOROSI SECARA UMUM
(What's the meaning of corrosion generally)
Korosi merupakan proses degradasi sifat material disebabkan reaksi dengan lingkungannya. Korosi sebagai suatu reaksi elektrokimia yang memberikan kontribusi kerusakan fisik suatu material secara signifikan sehingga perlu perhatian untuk mencegah dan meminmalisasi kerugian yang timbul akibat efek korosi [1]. Jumlah logam dan paduannya merupakan fungsi dari lingkungan sehingga saling mempengaruhi kedua parameter tersebut antara lain lingkungan air tawar, air laut, tanah, air laut [2].
Pendekatan korosi secara umum melibatkan sifat material antara lain sifat fisik, mekanik dan kimia. Pendekatan lainnya juga mempertimbangkan struktur logam, sifat lingkungan sekitar dan reaksi antara antar permukaan logam dan lingkungan[3]. Faktor-faktor pendekatan korosi yaitu :
· Logam. Komposisi, struktur atom, keheterogenan struktur secara microskopik dan makroskopik, tegangan (tarik, tekan dan siklus).
· Lingkungan. Sifat kimia, konsentrasi bahan reaktif dan pengotor, tekanan, suhu, kecepatan dan lain-lain
· Antar muka logam/lingkungan. Kinetika oksidasi dan pelarutan logam, kinetika proses reduksi bahan di dalam larutan, lokasi produk korosi dan pertumbuhan film dan pelarutan film.
Berdasarkan pertimbangan di atas mengindikasikan mekanisme korosi logam sangat komplek dengan melibatkan berbagai cabang bidang antara lain sifat fisik, metalurgi fisik, kimia, bakteri dan lain-lain.
Mekanisme korosi tidak terlepas dari reaksi elektrokimia. Reaksi elektrokimia melibatkan perpindahan electron-elektron. Perpindahan elektron merupakan hasil reaksi redoks (reduksi-oksidasi). Mekanisme korosi melalui reaksi elektrokimia melibatkan reaksi anodic di daerah anodik. Reaksi anodik (oksidasi) diindikasikan melalui peningktan valensi atau produk electron-elektron. Reaksi anodik yang terjadi pada proses korosi logam yaitu :
M --> Mn+ + ne
Proses korosi dari logam M adalah proses oksidasi logam menjadi satu ion (n+) dalam pelepasan n electron. Harga dari n bergantung dari sifat logam sebagai contoh besi :
Fe--> Fe2+ + 2e
Reaksi katodik juga berlangsung di proses korosi. Reaksi katodik diindikasikan melalui penurunan nilai valensi atau konsumsi electron-elektron yang dihasilkan dari reaksi anodic. Reaksi katodik terletak di daerah katoda. Beberapa jenis reaksi katodik yang terjadi selama proses korosi logam yaitu :
Pelepasan gas hydrogen : 2H- + 2e --> H2
Reduksi oksigen : O2 + 4 H- + 4e --> H2O
O2 + H2O4 --> 4
Reduksi ion logam : Fe3+ + e --> Fe2+
Pengendapan logam : 3 Na+ + 3 e --> 3 Na
Reduksi ion hydrogen : O2 + 4 H+ + 4 e --> 2H2O
O2 + 2H2O + 4e -->
Reaksi katodik dimana oksigen dari udara akan larut dalam larutan terbuka. Reaksi korosi tersebut sebagai berikut :
NaCl.H2O
2 Fe + O2 -------------------> Fe2O3
Reference :
- Callister . W, Material Science and Engineering, Third Edition
- Shreir and Jarman, Corrosion Vol.1 Metal/Environment Reactions, Butterworth-Heinemann, 2000, hal.40
Selasa, 13 November 2007
[INFO] Daftar pengujian korosi standar ASTM secara umum
DAFTAR ASTM PENGUJIAN KOROSI SECARA UMUM
B 117 - Practice for Operating Salt Spray (Fog) Apparatus
C 876 - Test Method for Half-Cell Potentials of Uncoated Reinforcing Steel in Concrete
G 1 - Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens
G 2 - Test Method for Corrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 680F or in Steam at 750F
G 2M - Test Method for Corrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 633K or in Steam at 673K [Metric]
G 3 - Practice for Conventions Applicable to Electrochemical Measurements in Corrosion Testing
G 4 - Guide for Conducting Corrosion Coupon Tests in Field Applications
G 5 - Reference Test Method for Making Potentiostatic and Potentiodynamic Anodic Polarization Measurement
G 15 - Terminology Relating to Corrosion and Corrosion Testing
G 16 - Guide for Applying Statistics to Analysis of Corrosion Data
G 28 - Test Methods of Detecting Susceptibility to lntergranular Attack in Wrought, Nickel-Rich, Chromium Bearing Alloys
G 30 - Practice for Making and Using U-Bend Stress-Corrosion Test Specimens
G 31 - Practice for Laboratory Immersion Corrosion Testing of Metals
G 32 - Test Method for Cavitation Erosion Using Vibratory Apparatus .
G 33 - Practice for Recording Data from Atmospheric Corrosion Tests of Metallic-Coated Steel Specimens
G 34 - Test Method for Exfoliation Corrosion Susceptibility in 2XXX and 7XXX Series Aluminum Alloys (EXCO Test)
G 35 - Practice for Determining the Susceptibility of Stainless Steels and Related Nickel-Chromiurn-lron Alloys to Stress-Corrosion Cracking in Polythionic Acids
G 36 - Practice for Evaluating Stress-Corrosion-Cracking Resistance of Metals and Alloys in a Boiling Magnesium Chloride Solution
G 37 - Practice for Use of Mattsson’s Solution of pH 7.2 to Evaluate the Stress-Corrosion Cracking Susceptibility of Copper-Zinc Alloys
G 38 - Practice for Making and Using C-Ring Stress-Corrosion Test Specimens
G 39 - Practice for Preparation and Use of Bent-Beam Stress-Corrosion Test Specimens
G 40 - Terminology Relating to Wear and Erosion
G 41 - Practice for Determining Cracking Susceptibility of Metals Exposed Under Stress to a Hot Salt Environment
G 44 - Practice for Evaluating Stress Corrosion Cracking Resistance of Metals and Alloys by Alternate Immersion in 3.5 % Sodium Chloride Solution
G 46 - Guide for Examination and Evaluation of Pitting Corrosion
G 47 - Test Method for Determining Susceptibility to Stress-Corrosion Cracking of High-Strength Aluminum Alloy Products
G 48 - Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Ferric Chloride Solution
G 49 - Practice for Preparation and Use of Direct Tension Stress-Corrosion Test Specimens
G 50 - Practice for Conducting Atmospheric Corrosion Tests on Metals
G 51 - Test Method for Measuring pH of Soil for Use in Corrosion Testing
G 52 - Practice for Exposing and Evaluating Metals and Alloys in Surface Seawater
G 54 - Practice for Simple Static Oxidation Testing
G 56 - Test Method for Abrasiveness of Ink-Impregnated Fabric Printer Ribbons
G 57 - Test Method for Field Measurement of Soil Resistivity Using the Wenner Four-Electrode Method
G 58 - Practice for Preparation of Stress-Corrosion Test Specimens for Weldments
G 59 - Practice for Conducting Potentiodynamic Polarization Resistance Measurements
G 60 - Test Method for Conducting Cyclic Humidity Tests
G 61 - Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based Alloys
G 64 - Classification of Resistance to Stress-Corrosion Cracking of Heat-Treatable Aluminum Alloys
G 65 - Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus
G 66 - Test Method for Visual Assessment of Exfoliation Corrosion Susceptibility of 5XXX Series Aluminum Alloys (ASSET Test)
G 67 - Test Method for Determining the Susceptibility to Intergranular Corrosion of 5XXX Series Aluminum Alloys by Mass loss Alter Exposure to Nitric Acid (NAMLT Test)
G 69 - Practice for Measurement of Corrosion Potentials of Aluminum Alloys
G 71 - Guide for Conducting and Evaluating Galvanic Corrosion Tests in Electrolytes
G 73 - Practice for Liquid Impingement Erosion Testing
G 75 - Test Method for Determination of Slurry Abrasivity (Miller Number) and Slurry Abrasion Response of Materials (SAR Number)
G 76 - Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets
G 77 - Test Method for Ranking Resistance of Materials to Sliding Wear Using Block-on-Ring Wear Test
G 78 - Guide for Crevice Corrosion Testing of Iron-Base and Nickel-Base Stainless Alloys in Seawater and Other Chloride-Containing Aqueous Environments
G 79 - Practice for Evaluation of Metals Exposed to Carbuzization Environments
G 81 - Test Method for Jaw Crusher Gouging Abrasion Test
G 82 - Guide for Development and Use of a Galvanic Series for Predicting Galvanic Corrosion Performance
G 83 - Test Method for Wear Testing with a Crossed-Cylinder Apparatus
G 84 - Practice for Measurement of Time-of-Wetness on Surfaces Exposed to Wetting Conditions as in Atmospheric Corrosion Testing
G 85 - Practice for Modified Salt Spray (Fog) Testing
G 87 - Practice for Conducting Moist SO2 Tests
G 91 - Practice for Monitoring Atmospheric SO2 Using the Sulfation Plate Technique
G 92 - Practice for Characterization of Atmospheric Test Sites
G 96 - Guide for On-Line Monitoring of Corrosion in Plant Equipment (Electrical and Electrochemical Methods)
G 97 - Test Method for laboratory Evaluation of Magnesium Sacrificial Anode Test Specimens for Underground Applications
G 98 - Test Method for Galling Resistance of Materials
G 99 - Test Method for Wear Testing with a Pin-on-Disk Apparatus
G 100 - Test Method for Conducting Cyclic Galvanostaircase Polarization
G 101 - Guide for Estimating the Atmospheric Corrosion Resistance of low-Alloy Steels
G 102 - Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements
G 103 - Test Method for Performing a Stress-Corrosion Cracking Test of low Copper Containing Al-Zn-Mg Alloys in Boiling 6 % Sodium Chloride Solution
G 104 - Test Method for Assessing Galvanic Corrosion Caused by the Atmosphere
G 105 - Test Method for Conducting Wet Sand/Rubber Wheel Abrasion Tests
G 106 - Practice for Verification of Algorithm and Equipment for Electrochemical Impedance Measurements
G 107 - Guide for Formats for Collection and Compilation of Corrosion Data for Metals for Computerized Database Input
G 108 - Test Method for Electrochemical Reactivation (EPR) for Detecting Sensitization of AISI Type 304 and 304L Stainless Steels
G 109 - Test Method for Determining the Effects of Chemical Admixtures on the Corrosion of Embed Steel Reinforcement in Concrete Exposed to Chloride Environments
G 110 - Practice for Evaluating lntergranular Corrosion Resistance of Heat-Treatable Aluminum Alloys by Immersion in Sodium Chloride + Hydrogen Peroxide Solution
G 111 - Guide for Corrosion Tests in High-Temperature or High-Pressure Environment, or Both
G 112 - Guide for Conducting Exfoliation Corrosion Tests in Aluminum Alloys
G 115 - Guide for Measuring and Reporting Friction Coefficients
G 116 - Practice for Conducting Wire-on-Bolt Test for Atmospheric Galvanic Corrosion
G 117 - Guide for Calculating and Reporting Measures of Precision Using Data From Interlaboratory Wear or Erosion Tests
G 118 - Guide for Recommended Format of Wear Test Data Suitable for Databases
G 119 - Guide for Determining Synergism Between Wear and Corrosion
G 123 - Test Method for Evaluating Stress-Corrosion Cracking of Stainless Alloys with Different Nickel Content in Boiling Acidified Sodium Chloride Solution
G 129 - Practice for Slow Strain Rate Testing to Evaluate the Susceptibility of Metallic Materials to Environmentally Assisted Cracking
G 132 - Test Method for Pin Abrasion Testing
G 133 - Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear
G 134 - Test Method for Erosion of Solid Materials by a Cavitating Liquid Jet
G 135 - Guide for Computerized Exchange of Corrosion Data for Metals
G 137 - Test Method for Ranking Resistance of Plastic Materials to Sliding Wear Using a Block-on-Ring Configuration
G 139 - Test Method for Determining Stress-Corrosion Cracking Resistance of Heat-Treatable Aluminum Alloy Products Using Breaking load Method
G 140 - Test Method for Determining Atmospheric Chloride Deposition Rate by Wet Candle Method
G 142 - Test Method for Determination of Susceptibility of Metals to Embrittlement in Hydrogen Containing Environments at High Pressure, High Temperature, or Both
G 143 - Test Method for Measurement of Web/Roller Friction Characteristics
G 146 - Practice for Evaluation of Disbonding of Bimetallic Stainless Alloy/Steel Plate for Use in High-Pressure, High-Temperature Refinery Hydrogen Service
G 148 - Practice for Evaluation of Hydrogen Uptake, Permeation, and Transport in Metals by an Electrochemical Technique
G 149 - Practice for Conducting the Washer Test for Atmospheric Galvanic Corrosion
G 150 - Test Method for Electrochemical Critical Pitting Temperature Testing of Stainless Steels
1
A 143 - Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement
A 262 - Practices for Detecting Susceptibility to lntergranular Attack in Austenitic Stainless Steels
A 380 - Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts, Equipment, and Systems
A 763 - Practices for Detecting Susceptibility to Intergranular Attack in Ferritic Stainless Steels
B 76 - Test Method for Accelerated Life of Nickel-Chromium and Nickel-Chromium-Iron Alloys for Electrical Heating
B 78 - Test Method for Accelerated Life of Iron-Chromium-Aluminum Alloys for Electrical Heating
B 154 - Test Method for Mercurous Nitrate Test for Copper and Copper Alloys
B 368 - Method for Copper-Accelerated Acetic Acid-Salt Spray (Fog) Testing (Cass Test)
B 380 - Method of Corrosion Testing of Decorative Electrodeposited Coatings by the Corrodkote Procedure
B 457 - Test Method for Measurement of Impedance of Anodic Coatings on Aluminum
B 537 - Practice for Rating of Electroplated Panels Subjected to Atmospheric Exposure
B 545 - Specification for Electrodeposited Coatings of Tin
B 577 - Test Methods for Detection of Cuprous Oxide (Hydrogen Embrittlement Susceptibility) in Copper
B 605 - Specification for Electrodeposited Coatings of Tin-Nickel Alloy
B 627 - Test Method for Electrolytic Corrosion Testing (EC Test)
B 650 - Specification for Electrodeposited Engineering Chromium Coatings on Ferrous Substrates
B 651 - Method for Measurement of Corrosion Sites in Nickel Plus Chromium or Copper Plus Nickel Plus Chromium Electroplated Surfaces With the Double-Beam Interference Microscope
B 680 - Test Method for Seal Quality of Anodic Coatings on Aluminum by Acid Dissolution
B 689 - Specification for Electroplated Engineering Nickel Coatings
B 732 - Test Method for Evaluating the Corrosivity of Solder Fluxes for Copper Tubing Systems
B 733 - Specification for Autocatalytic Nickel-Phosphorus Coatings on Metals
B 734 - Specification for Electrodeposited Copper for Engineering Uses
B 735 - Test Method for Porosity in Gold Coatings on Metal Substrates by Nitric Acid Vapor
B 741 - Test Method for Porosity in Gold Coatings on Metal Substrates by Paper Electrography
B 765 - Guide for Selection of Porosity Tests for Electrodeposits and Related Metallic Coatings
B 809 - Test Method for Porosity in Metallic Coatings by Humid Sulfur Vapor ("Flowers-of-Sulfur")
C 692 - Test Method for Evaluating the Influence of Thermal Insulations on the External Stress Corrosion Cracking Tendency of Austenitic Stainless Steel
C 739 - Specification for Cellulosic Fiber (Wood-Base) Loose-Fill Thermal Insulation
C 876 - Test Method for Half-Cell Potentials of Uncoated Reinforcing Steel in Concrete
D 130 - Test Method for Detection of Copper Corrosion From Petroleum Products by the Copper Strip Tarnish Test
D 610 - Test Method for Evaluating Degree 9f Rusting on Painted Steel Surfaces
D 665 - Test Method for Rust-Preventing Characteristics of inhibited Mineral Oil in the Presence of Water
D 849 - Test Method for Copper Strip Corrosion by Industrial Aromatic Hydrocarbons
D 876 - Test Methods for Nonrigid Vinyl Chloride Polymer Tubing Used for Electrical Insulation
D 930 - Test Method of Total Immersion Corrosion Test of Water-Soluble Aluminum Cleaners
D 1141 - Specification for Substitute Ocean Water
D 1193 - Specification for Reagent Water
D 1280 - Test Method of Total Immersion Corrosion Test for Soak Tank Metal Cleaners
D 1384 - Test Method for Corrosion Test for Engine Coolants in Glassware
D 1414 - Test Method for Rubber O-Rings
D 1611 - Test Method for Corrosion Produced by Leather in Contact with Metal
D 1654 - Test Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive Environments
D 1734 - Test Method for Corrosion Preventive Properties of Lubricating Greases
D 1838 - Test Method for Copper Strip Corrosion by Liquefied Petroleum (LP) Gases
D 2059 - Test Method for Resistance of Zippers to Salt Spray (Fog)
D 2251 - Test Method for Metal Corrosion by Halogenated Organic Solvents and Their Admixtures
D 2570 - Test Method for Simulated Service Corrosion Testing of Engine Coolants
D 2649 - Test Method for Corrosion Characteristics of Solid Film Lubricants
D 2671 - Test Methods for Heat-Shrinkable Tubing for Electrical Use
D 2758 - Test Method for Engine Coolants by Engine Dynamometer
D 2803 - Guide for Testing Filiform Corrosion Resistance of Organic Coatings on Metal
D 2809 - Test Method for Cavitation Corrosion and Erosion-Corrosion Characteristics of Aluminum Pumps with Engine Coolants
D 2847 - Practice for Testing Engine Coolants in Car and Light Truck Service
D 2933 - Test Method for Corrosion Resistance of Coated Steel Specimens (Cyclic Method)
D 3263 - Test Methods for Corrosivity of Solvent Systems for Removing Water-Formed Deposits
D 3310 - Test Method for Determining Corrosivity of Adhesive Materials
D 3316 - Test Method for Stability of Perchloroethylene with Copper
D 3482 - Test Method for Determining Electrolytic Corrosion of Copper by Adhesives
D 3603 - Test Method for Rust-Preventing Characteristics of Steam Turbine Oil in the Presence of Water (Horizontal Disk Method)
D 4048 - Test Method for Detection of Copper Corrosion From Lubricating Grease
D 4340 - Test Method for Corrosion of Cast Aluminum Alloys in Engine Coolants Under Heat-Rejecting Conditions
D 4585 - Practice for Testing Water Resistance of Coatings Using Controlled Condensation
D 4627 - Test Method for Iron Chip Corrosion for Water-Dilutable Metalworking Fluids
E 712 - Practice for Laboratory Screening of Metallic Containment Materials for Use with Liquids in Solar Heating and Cooling Systems
E 745 - Practices for Simulated Service Testing for Corrosion of Metallic Containment Materials for Use with Heat-Transfer Fluids in Solar Heating and Cooling Systems
E 937 - Test Method for Corrosion of Steel by Sprayed Fire-Resistive Material (SFRM) Applied to Structural Members
F 326 - Test Method for Electronic Hydrogen Embrittlement Test for Cadmium Electroplating Processes
F 359 - Practice for Static Immersion Testing of Unstressed Materials in Nitrogen Tetroxide (N2O4)
F 482 - Test Method for Corrosion of Aircraft Metals by Total Immersion in Maintenance Chemicals
F 483 - Test Method for Total Immersion Corrosion Test for Aircraft Maintenance Chemicals
F 519 - Test Method for Mechanical Hydrogen Embrittlement Testing of Plating Processes and Aircraft Maintenance Chemicals
F 746 - Test Method for Pitting or Crevice Corrosion of Metallic Surgical Implant Materials
F 897 - Test Method for Measuring Fretting Corrosion of Osteosynthesis Plates and Screws
F 945 - Test Method for Stress-Corrosion of Titanium Alloys by Aircraft Engine Cleaning Materials
F 1089 - Test Method for Corrosion of Surgical Instruments
F 1110 - Test Method for Sandwich Corrosion Test
(sumber : http://www.setlaboratories.com/astm.htm)Jika membutuhkan standard di atas atau konsultasi korosi silahkan hubungi :
Gadang P
Email : gadangp@gmail.com ; gada001@lipi.go.id
HP :08151636652
Langganan:
Komentar (Atom)